蒸压砖生产线工艺简介
蒸压砖生产线工艺是以(粉煤灰,砂子和石灰)为主要原料,经磨细配料、搅拌混合、模压成型、蒸压养护而制成的实心砖和多孔砖。蒸压灰砂砖适用于各类民用建筑、公用建筑和工业厂房的内、外墙及房屋的基础,是替代烧结粘土砖的产品。砖的规格尺寸与普通实心粘土砖一致,为240mmx115mmx53mm,所以用蒸压砖可直接代替实心粘土砖,是大力发展、应用的新型墙体材料。
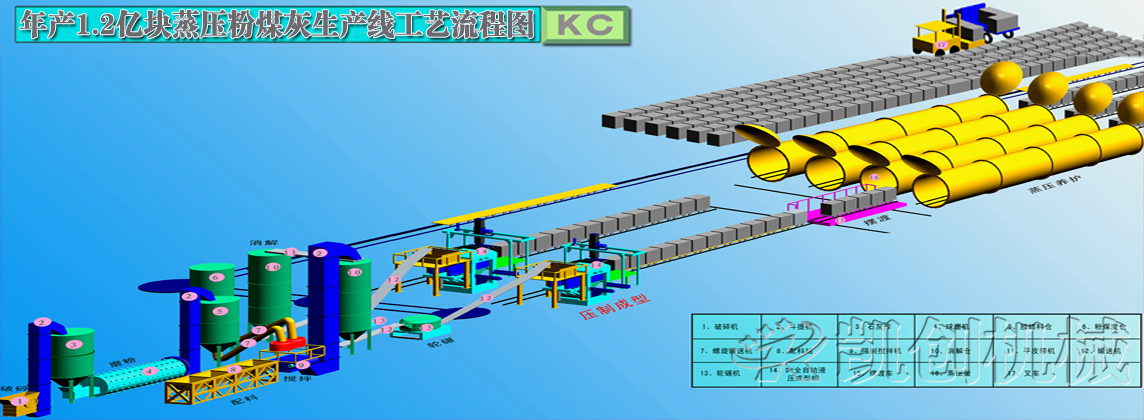
蒸压砖生产线工艺流程--原料处理
用人工按比例将石灰、石膏投入颚式破碎机内破碎到一定粒度。石灰、石膏经破碎机破碎后,由输送机送到球磨机的入料口进行细磨或人工加料。经磨细后的石灰、石膏混合料用输送机送入储料仓,然后按工艺用量用输送机输送到电子配料机,同时将粉煤灰、骨料按一定比例经皮带输送机送到强制搅拌机。@后,加水搅拌输送至消解仓进行消化。
蒸压砖生产线工艺流程--消解陈化轮碾
生产所用原料河砂或粉煤灰、骨料等通过料仓出料,经输送设备进入电子配料计量机计量,然后按一定比例经斗式提升机进入双卧轴强制搅拌机,加水后进行搅拌,制成的混合料进入连续式消解仓消化,消解后的混合料进入轮碾机中进行碾压搅拌,随后混合料用输送机分别送入各个压砖机料斗。
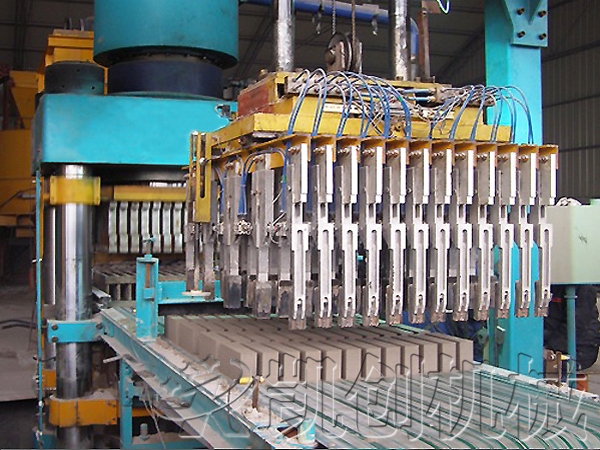
蒸压砖生产线工艺流程--压制成型
压制成型是整个蒸压砖生产线工艺过程中的重要环节,是成品质量达到和超过行业标准的关键和基础。经过轮碾的拌和料送入压砖机的料仓,采用自动喂料装置,将制备好的料经主机压制成砖坯,然后经自动码堆机把脱模后的砖坯放在事先预备的蒸养小车上。 成型的压力、压制的速度等对砖的质量影响较大。压砖机的压力小,砖坯不密实; 压制速度快,砖坯内的气体不能很好排出,会造成砖坯分层和产生裂纹。另外压制砖坯的外观质量应达到标准规定的要求。
蒸压砖生产线工艺流程--蒸养摆放
砖坯在蒸压釜内养护分为升温、恒温、降温三个阶段。合理的蒸压养护制度是确保粉煤灰砖质量的前提。码好砖坯的蒸养小车进入预养区,由卷扬机拉入蒸压釜内进行养护,养护结束后由卷扬机将蒸养小车连同制品拉出,用铲车将小车运至成品堆场,同时进行外观检验,分级堆放。
蒸压砖生产线工艺流程特点:
1.整条蒸压砖生产线工艺流畅,设计理念先进,所有设备选型时充分考虑了设备产能的匹配性,使生产线上所有设备的效率能够得到充分发挥;
2.凯创是蒸压砖行业中率先推出从产品研发、工艺设计、装备制造、项目管理(EP、EPC)及运营管理模式,为客户提供一站式交钥匙服务的生产线供应商;
3.主机结构采用经优化的新型横梁以及新型脱模缸结构,具有可靠性高、抗疲劳等特点;
4.液压系统采用大排量恒功率变量泵和大容积蓄能器供油系统,设计先进可靠,阀组件集成化程度高,液压系统性能优良,稳定可靠,经久耐用;
5.采用模框浮动式结构,通过调整压制活塞同模框运动的速度差实现双向加压的效果,产品密度均匀、质量好,解决了单向压制坯体密度不均匀的问题;
6.采用强制搅拌布料,适用于不同原料体系的快速均匀布料,柔性夹砖有效提高取坯效率和砖坯的质量,大大提升压制成品率;
7.可以配置普通码垛机或机器人码垛机,两种码垛机均可实现整层的交叉码垛,大大减少了人工,减少了倒垛的概率,提高了成品率,易于实现釜后无托盘打包。
8.自动控制系统采用操作维护简单、性能可靠的可编程序控制器控制,并对控制程序进行了多方面优化使压砖机的工作性能得到大幅度提升;
9.显示和操作采用高性能和易操作的控制面板,压制参数设置、调整和修改方便灵活。